I'm trying to diagnose what tuning I need to get a smooth top layer on a solid print.
The picture you see is a 50mmx50mmx1mm square (cube([50,50,1]); in openscad) printed with a .4 nozzle. (5 layers)
For tuning on the problem, I have looked into:
- z_offset -- tried all kinds of values and if I reduce it anymore, it doesn't squish into the bed and the center part is exactly 1mm -- so unlikely to be that.
- bed level -- bltouch is working well
- extrusion (esteps or rotational_distance) - played with this a great deal and any less and i start to have under-extrusion in the center area.
- different filament -- same with PLA, PETG and ABS
- Different slicer -- same with PrusaSlicer or Cura
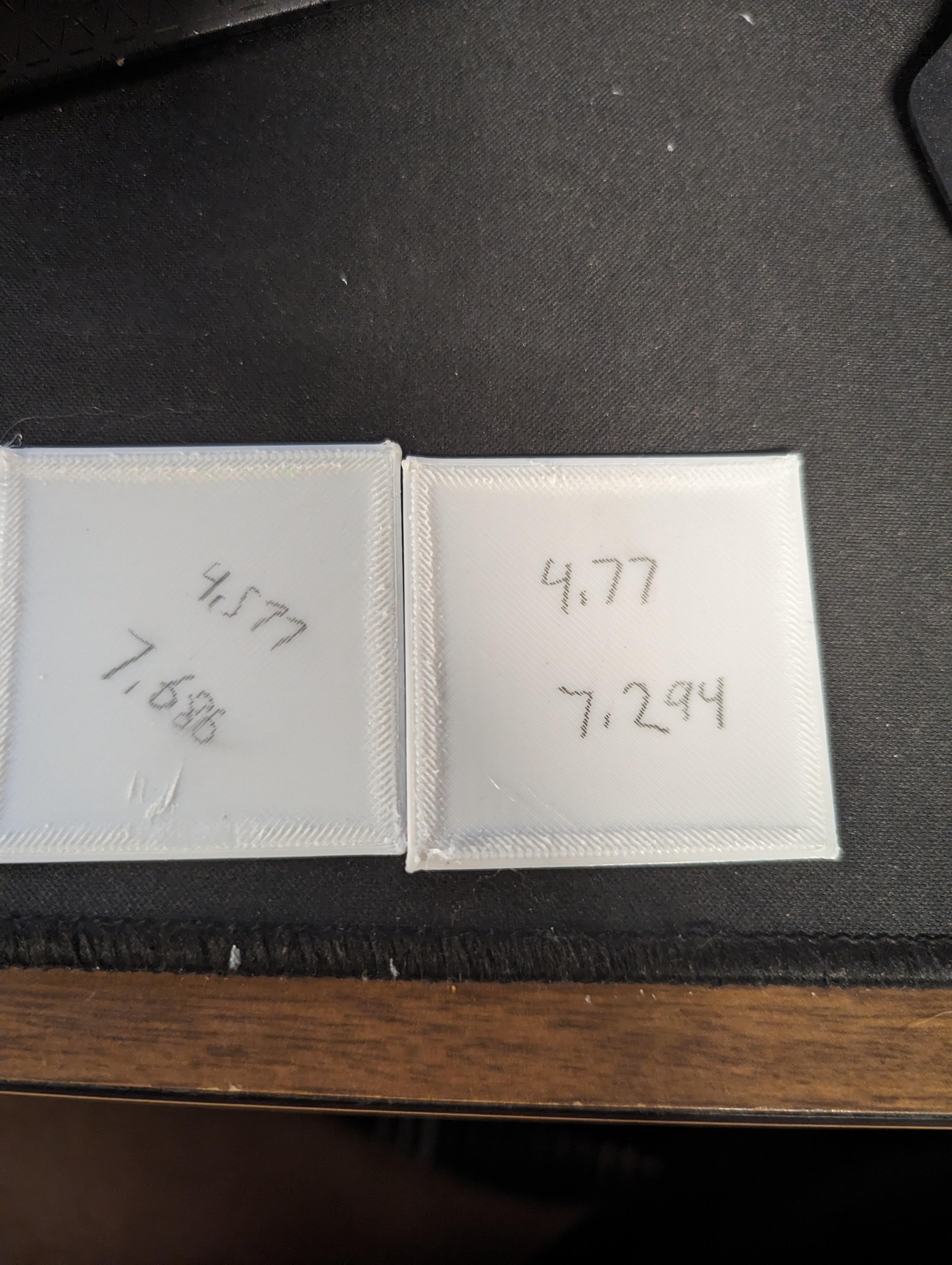
- Different speeds -- one on the left was printed at 20mm/s -- the right was printed at 150mm/s
I also cant find any guides out there that show this issue. Anybody with some suggestions or threads I can pull?
Seems like it's squishing when the printhead decelerates and accelerates again around the corner. Perhaps the temperature is too high so too much material oozes out when speed is decreases?
I agree, not just the perimeter but also when it's going back and forth to fill in the centre area. I'm not sure how to address it -- maybe the pressure advance settings LazaroFilm suggested. I've also tried printing at a series of different temperatures..
That's what I meant, have you tried just decreasing the printing temp by 10 degrees and then printing another square and comparing the result?
Yes. For this petg I've tried nozzle temps ranging from 210-240.
Have you tried swapping out the nozzle? Maybe it's worn down