Printing here with eSun PLA at 215 C on a Prusa Mini, and there are lots of hairline strings.
What's causing those strings? Temp too low?
3DPrinting is a place where makers of all skill levels and walks of life can learn about and discuss 3D printing and development of 3D printed parts and devices.
The r/functionalprint community is now located at: [email protected] or [email protected]
There are CAD communities available at: [email protected] or [email protected]
No bigotry - including racism, sexism, ableism, homophobia, transphobia, or xenophobia. Code of Conduct.
Be respectful, especially when disagreeing. Everyone should feel welcome here.
No porn (NSFW prints are acceptable but must be marked NSFW)
No Ads / Spamming / Guerrilla Marketing
Do not create links to reddit
If you see an issue please flag it
No guns
No injury gore posts
If you need an easy way to host pictures, https://catbox.moe may be an option. Be ethical about what you post and donate if you are able or use this a lot. It is just an individual hosting content, not a company. The image embedding syntax for Lemmy is 
Moderation policy: Light, mostly invisible
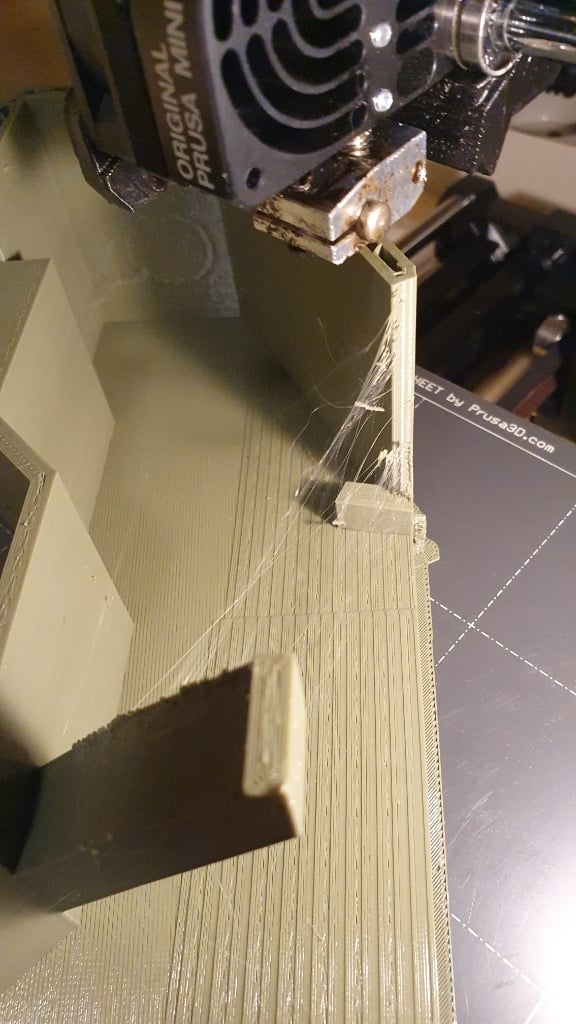
Printing here with eSun PLA at 215 C on a Prusa Mini, and there are lots of hairline strings.
What's causing those strings? Temp too low?
Often a combination of temp too high, not enough retraction, or water contaminated filament.
If the plastic in the hot end is too hot it will keep "running" out of the nozzle after retraction and you'll get strings. Similarly if you don't retract enough to actually pull plastic out of the nozzle during a rapid move, it will want to keep pushing thru. This is supported by the little blobs it leaves on that angled surface corner its travelling to when stringing, thats excess material squeezing out during its rapid moves then being left on that wall.
And if there's water in your filament all bets are off on how it'll behave.
215 is pretty warm for that esun PLA especially if you're using the stock brass nozzle, try bumping that down to 205 or even 200, and increase your retraction speed and distance settings in prusaslicer a tiny amount (0.1mm distance, 2mm/s speed at a time until you see improvement is plenty)
Use a temperature calibration tower to test things out.
This guy 3Dprints.
What a treat of a post. This is why I subscribe to [email protected]. Thank you.
Hell yeah I do. I help run the makerspace at my college. I've fixed damn near every problem a Prusa can have at this point lol
Great advice
Something else that contributes to stringing is using Z-hop as there's nothing to wipe the nozzle clean. My printer is calibrated well and I still get stringing when using Z-hop.
Yeah z hop should really be close to off unless you have a really really narrow print profile.
Thank you! <3 The print finished and now I am running a temp tower to check what works better than what I had. I would then work on adjusting the retraction, too. Also, this filament is straight out of the factory wrap so it should be dry enough.
Glad to help, and good luck! This is only the first step into becoming a master print tuner.
Based on the layers of his print I'd say he also needs to level his bed
I guess you refer to the right part of the base, right? What you're seeing is actually a sort of staircase with shadows, because that right-hand part of the print is angled a few degrees up. So it only looks bad in this lighting, but it's fine.
See the left side of the base, that's really flat and is fine.
Well I was saying it because the first layer looks very thin and the appears to be some parts on the infill on the left side that look like the nozzle rubbed the print
Hmm, interesting, thanks. The Prusa Mini has auto bed leveling so it's not that, but maybe I need to adjust the Z offset generally.
It's very hard for me to tell, even when wearing my good glasses...! So tiny... I did a Z test just the other day that looked and felt smooth, not too deep and not too high, gotta try again.
I could be wrong, I'd def look up what different print issues look like before taking my word from a single picture lol